
Emerson’s solutions to 7 CIP challenges in dairy industry

The dairy processing industry faces many challenges. The toughest and overwhelming majority of them involve minimising product and utility waste while adhering to the highest process and product quality standards. Efficiency is especially pertinent during the clean-in-place (CIP) process, as dairies are required to thoroughly clean and sterilise equipment throughout production. Without proper measurement, the CIP process can become a significant cost source.
This article addresses seven major efficiency challenges in the CIP process and offers solutions in the form of proper instrumentation.
Dairy processing overview
Although dairy plants manufacture a variety of dairy-based goods, they all traditionally share the initial processing steps in common. These steps include the following:
- Milk is delivered from tankers to cooling tanks at the plant.
- Milk is separated and standardised into major product categories (skim milk, whole milk and cream).
- Milk is pasteurised to significantly reduce spoiling microorganisms and destroy pathogenic bacteria.
- Milk is homogenised to reduce fat globules and reduce/prevent creaming.
Note: These are typical steps that may be implemented in a different order depending on the plant.
At each stage, the plant and its process equipment must maintain scrupulous cleanliness, which requires cleaning-in-place. While CIP is vital to the hygienic practices of dairy plants, it can also be a source of inefficiencies. Accurate and reliable measurement of flow, level, pressure, temperature and conductivity to reduce waste by using hygienic instrumentation that meets sanitary design standards and practices is of utmost importance.
CIP programs
CIP programs differ from application to application but traditionally they consist of three basic steps:
- Flushing: Dairies typically start their CIP process by running warm water through the pipes for a predetermined amount of time.
- Chemicals: An alkaline detergent and/or acids are circulated at a temperature between 60–70°C.
- Heat: Hot water is circulated to disinfect the piping and rinse out any remaining chemicals.
Key measurements in CIP systems
CIP supply temperature
The temperature of each phase of the cycle is critical to effective cleaning. Each detergent has a specific temperature at which it performs optimally.
CIP return temperature
Proper cleaning must be validated with a temperature measurement on the CIP return line. Once the return temperature is validated, the phase timer begins.
Steam flow to CIP heater
Steam is used to heat the CIP rinse water and chemicals in a small heat exchanger. By measuring totalised steam flow, anomalies can be detected and used to optimise performance of the CIP cycle. This measurement also aids in overall energy management for the plant.
CIP acid and caustic detergent concentration
Conductivity on the returning acid and caustic solution is proportional to concentration or solution strength, and is recorded for validation.
CIP/process interface & CIP completion
Since the various cleaning solutions are more conductive than the water used for flushing and final rinsing, conductivity is a cost-effective measurement to monitor the steps of the CIP cycle.
CIP supply flow velocity
Turbulent flow is required to “scrub” the surfaces (1.5–3 m/s is common) for all CIP cycles to ensure proper cleaning.
CIP supply tank level
Level measurements on all CIP tanks ensure proper inventory of chemicals and rinse water and avoid chemical spills and waste. These measurements are also used as a safeguard to indicate build-up of cleaning fluid in large tanks like the milk silos.
CIP supply pressure
This is often used by plants to ensure there is proper pressure in the line for cleaning. It can also be used to protect pumps from running when a line is dry. A gauge pressure device on the CIP supply will prove proper pressure for the cleaning cycle.
Challenges with CIP
Since all dairies run a CIP program, they also face the same challenges. In the following section, the seven common CIP efficiency challenges are presented along with seven solutions in the form of proper measurement instrumentation.
1. Steam trap failure can add costs of extra steam to keep plant running
During the CIP program, condensed steam (ie, condensate), is collected in steam traps and a condensate tank before being pumped back to the boiler. If the steam trap is failing, steam can be lost and require more energy to keep the plant running. Effectively monitoring the health of the steam traps ensures energy is not being wasted, thus decreasing energy costs as well as maintenance hours. See Figure 2.
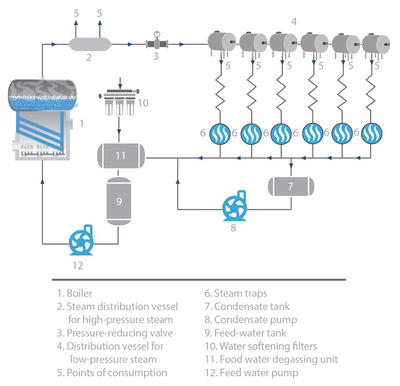
Figure 2: Steam production and distribution system. For a clearer image, click here.
Solution
- A wireless acoustic transmitter allows visibility into steam traps and pressure relief valves by accurately communicating acoustic level and temperature data. This allows for constant monitoring of steam trap parameters, health.
- Steam trap monitoring software provides real-time, continuous information about steam trap conditions, energy usage, and emissions.
2. Utility steam heating can add cost when not managed properly
Dairy processing uses more energy than any other sector of food processing. Large energy usage translates to high costs if not properly managed. The CIP process, especially, accounts for a major portion of this energy use. In dairy plants, steam is used extensively for sanitation and cleaning during the CIP program. Inaccurately measuring steam while using it to clean equipment can be costly for plant operators. Therefore, selecting high-quality instrumentation allows a plant to reduce steam usage with accurate measurement.
Solution
Multivariable differential pressure (DP) transmitters can accurately measure the flow of steam, ensuring it is used efficiently and effectively. Ultimately, this leads to a great energy cost reduction.
3. Leftover product within pipes becomes waste during the CIP process
During the CIP process, any product leftover in the circuit will be unusable as soon as it encounters the caustic chemicals used for cleaning. Pigging, a common practice used to clean pipes, often cannot be performed as intrusive measurement sensors, which penetrate a pipe, would be damaged by the pig. Using non-intrusive process temperature measurements allows operators to use pigging-like processes to harvest additional product before the CIP program begins, resulting in less product waste.
 Solution
Solution
A surface temperature sensor allows for accurate process temperature data without the need for thermowells or process penetrations that would impede the use of pigging. Using an advanced surface temperature sensor that uses thermal conductivity algorithm measures the ambient and pipe surface temperatures and calculates an accurate and repeatable process measurement.
4. Chemical tanks hold costly chemicals to clean plant
As mentioned in the CIP overview, large tanks are used to hold chemicals used in the CIP process. Making sure these chemicals are used efficiently is vital to reducing costs and ultimately saving money. Optimising chemical usage and storage by using accurate level measurement and reliable high-level alarms ensures no chemicals are wasted during the CIP process.
 Solution
Solution
- A hygienic pressure transmitter with high accuracy at low pressure ranges allows for repeatable and accurate readings. This ensures reliable hydrostatic level measurements at all times.
- A hygienic fork switch allows for accurate level readings. Adjustable switching delay prevents false switching in turbulent applications.
5. CIP processes running too long increase material and energy costs
Some of the most critical CIP measurements are return temperature and conductivity. Accurate temperature measurements with drift alert and hot backup ensures temperature stays online and limits the need for additional CIP runs. Conductivity is important to detect what fluids returning to the CIP skid may be water, milk, chemicals etc, as they all have a different conductivity. So when the conductivity changes, it is assured the milk/water/chemicals were flushed out and the next process can start without additional processing of CIP.
 Solution
Solution
- A hygienic four-electrode conductivity sensor is intended for measuring conductivity in the pharmaceutical and food & beverage industries can be used to accurately measure conductivity. The broad dynamic range of the sensor (1–1,400,000 uS/cm) makes it ideal for CIP applications. It also allows for quick responses to the needed temperature changes.
- A surface temperature sensor allows for accurate process temperature data without the need for pipe penetration. In addition, non-intrusive temperature measurements can help monitor temperatures in hard to measure places, ensuring that CIP processes are not running longer than necessary. This, in turn, limits waste of chemicals and utility heat.
6. Plants are unable to differentiate between milk and water during CIP cycle
During the CIP program, it is important to be able to detect different phases in the process. This allows the plant to differentiate between milk, water, and caustic chemicals. When a plant has access to this information, they can fully utilise the product and minimise waste. Knowing the process phase also allows for quicker changeover from CIP back to product production.
Solution
Using density measurement phase detection, such as a Coriolis meter, allows dairies to identify different densities of the product, effectively making plant operators able to detect the difference between the product, water rinse and caustic cleaning solution.
7. CIP process requires a certain turbulence to maintain cleanliness
The CIP process requires that the liquid moving through the pipes maintains a certain velocity for optimal cleanliness. Liquid moving too slow can leave behind undesirable chemicals and spoiled product. Using accurate velocity measurement allows for plants to maintain the highest degree of sanitation.
 Solution
Solution
A hygienic Coriolis transmitter should be used to provide the most accurate measurement of velocity. It can calculate derived variables such as volume flow rate, flow totals and concentration measurement, which can then be translated into an output signal useful for process control.
Summary
Reducing waste and increasing efficiency are key to running a successful dairy processing plant. With these seven instrumentation solutions to common CIP challenges, dairy plants can save time and money while increasing productivity.
For more information about dairy solutions, visit Emerson.com.
Kokumi chemistry for rich-tasting sparkling wines
Kokumi compounds can bring a richness of flavour to foods like cheese, but now scientists have...
From cream to clean: ice cream maker implements organic wastewater solution
An ice cream manufacturer transitioned from traditional aluminium-based coagulants to a...
Maximising yield and minimising waste in dairy processing
Rockwell Automation Model Predictive Control technology is designed to optimise dairy processes...






