
Joining and fastening food-grade conveyor belts

There comes a time when the ends of a conveyor belt must be joined. Whether a first-time installation, replacement or repair, the question is: what methods are available to fasten the two ends, and which one is best for your application.
Shutting down a conveyor system to install a new belt, or repair an old one, involves downtime — and downtime means lost productivity. Even if the belt is replaced during scheduled maintenance, care must be taken to ensure that the splice meets certain operating criteria. For raw food processing in particular, the belt splice must meet strict hygiene standards.
Other key considerations include belt installation know-how and cost. Maintenance crews in food manufacturing plants are probably familiar with mechanical splicing equipment and techniques. Mechanical splices are easier to make and less costly than vulcanised or welded splices; however, they may compromise belt integrity and pose a food safety hazard.
Food-grade conveyor belts
Not long ago, fabric-ply rubber belting was the prevalent technology for a wide range of conveying applications, including food processing.
For food-handling operations, the ends of PVC-coated fabric belts were usually joined on conveying equipment by vulcanisation (heat welding). The two ends were cut in opposing zigzag patterns, called a finger splice, and then placed into a heated press that melted the vinyl ends together. Using the equipment to make these splices took skill and craftsmanship. Maintenance departments were trained in the use of the machinery and had the know-how to complete the operation successfully, and many distributors also had the necessary equipment and skill.
When a fabric-ply belt needed to be replaced due to wear or damage, mechanical splices were generally used. In comparison to the vulcanisation process, mechanical splices were easy to accomplish in the field and only required simple, inexpensive tools.
Modular plastic belting
Over time, modular plastic belting began to replace fabric-ply rubber belting. Modular plastic belting is also referred to as tabletop chain or modular chain, and this type of belting is formed by a series of interlocking hinges and pins. Because it is strong and durable, it has gained popularity for a wide range of conveying applications, including food manufacturing.
Since replacing hinges and pins is a relatively simple matter, belt ends could be joined easily to any length in the plant. The need for expensive vulcanising equipment went by the wayside, along with the skill of vulcanising belts. Today, vulcanising operations are primarily performed by belt manufacturers and specialised fabricators.
Despite its popularity, modular belting has a major drawback in relation to sanitisation, as the hinges and crevices can harbour bacteria.
Polyurethane belting
The newest technology in conveyor belting is extruded polyurethane, which offers many benefits over modular plastic chain in food-conveying operations. Polyurethane belts are available in a wide range of profiles, materials and covers. They can be reinforced with tensile cords to add load capacity and resist stretch, and they offer high resistance to the harsh detergents and chemicals used in washdown.
Having smooth surfaces and sealed edges, there is no place for microbes to take hold, so polyurethane belts can be easily sanitised using clean-in-place (CIP) practices and there is no risk of contamination by broken hinges or pins.
Joining or fastening a polyurethane belt offers the same challenges as did splicing the fabric-ply rubber belting of the past.
Vulcanising or welding
Heat welding the two ends of a polyurethane belt can be done in the factory, in a specialised belt shop or in the field. The belt ends are typically joined using either a finger splice or a butt splice.
Finger splice — factory weld
At the factory or in a fabricator’s shop, an endless belt is formed using a long finger splice. The ends of the belt are precisely cut in an interlocking pattern and, using specialised equipment, the long fingers are joined together and subjected to heat and pressure — the result is a heat-welded bond that is virtually indistinguishable from the rest of the belt.
A factory finger splice produces the highest-strength bond possible. This heat-welding process completely seals any exposed tensile cords or fibres in reinforced belts, eliminating any places for microbes to hide.
Producing a factory finger weld requires a large, water-cooled press and needs to be performed in a controlled environment with respect to temperature, moisture and contaminants. Factory splicing equipment costs typically more than $10,000, so given the time and cost considerations, factory splices are impractical for many end-user operations.

Finger splice — field weld
In the field, you can form an endless belt by joining the two ends using a short finger splice. This splice is similar to a factory weld, but the fingers are shorter and therefore easier to weld. Like the factory weld, a field finger weld produces a strong, smooth bond that maintains the integrity of the belt profile and provides a sanitary surface for ease of cleaning.
However, the equipment and operator skill needed to produce a field finger splice is similar to that required for the factory splice.
Field butt splice
A butt splice involves making a straight cut perpendicular to the belt centreline, and then joining the two ends using a hot vulcanisation process.
Different belt manufacturers have different methods of heat welding the straight belt ends together. One method uses a ‘hot plate’ to melt the ends of the belt while the ends are pushed together. Another method involves cutting a ‘V trough’ into the end of each belt and the ends are melted together using a plastic electrode.
Another butt splice method uses a heat wand placed between the clamped ends of the belt. A fixture drives the two belt ends together against the heat wand, melting the urethane. The heat wand is removed and the ends cooled and trimmed to complete the splice.
Making butt welds in the field involves smaller, more user-friendly and less expensive equipment than that used for finger welds. The equipment applies pressure to the belt ends from top and bottom and operates on an eight-minute heat cycle. At roughly $5000, it costs half as much as finger welding equipment.

While easier to use in the field, butt welds do not produce the strength of finger welds — a butt weld is more likely to come apart as it stresses over the pulleys. When there are reinforcing tensile cords, some methods are unsuitable because they push the cords to the top of the belt, destroying the integrity of the reinforcement.
Mechanical fastening
Mechanical fastening is the process of joining belt ends by means of metal or plastic hinges or plates. Many fasteners used today were born in the era of fabric ply belts and are now being applied to the newer polyurethane belts.
Food-grade polyurethane belting is typically joined using hinged fasteners, including wire hooks, lacing, staples and rivets. The fasteners are attached to each end of the belt and then joined by means of a hinge pin.
Operational considerations
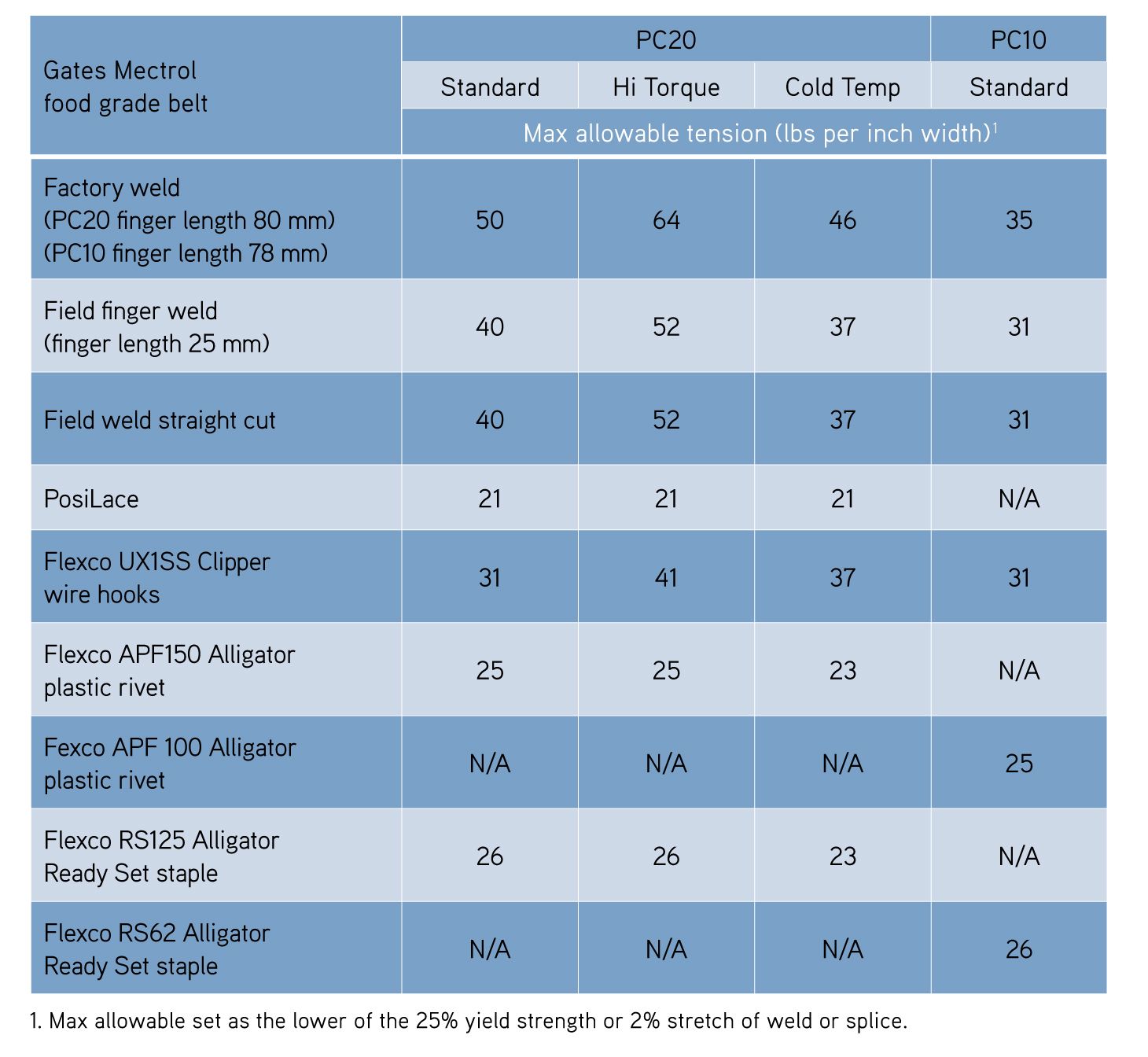
Belt working tension is rated in pounds per inch of belt width (PIW) or N/mm. Factors that affect belt tensioning include the load to be carried, gravity, acceleration and coefficient of friction. When deciding which splicing method to use, one must consider the weakening effect of the splice on belt working tension.
Before deciding which fastener system to use, determine the belt tension rating (in PIW), measure the thickness of the belt and measure the smallest diameter pulley in the system. Based on these criteria, choose the appropriate fastener size and then choose the material suited to the application. Hinge pins and fasteners are available in a wide range of metallic and non-metallic materials, including stainless steel and plastic.
Pros and cons of mechanical fastening systems
Mechanical splicing is quick and economical compared to vulcanising or heat welding. Splicing materials and installation tools cost relatively little, and splices can be made in minutes versus hours.
While some skill is needed to make a field mechanical splice, nearly anyone can do so. Some mechanical splices can be installed with nothing more than a straight edge, a knife and a hammer. A mechanical splice also wastes less belt material — just the amount needed to square both ends of the belt.
The ability to make quick splices on the plant floor helps reduce downtime. Splices are safe to install — since there is no exposure to heat and chemicals — and they are easy to inspect for damage, because the splice is plainly visible. Mechanical splices are compatible with almost any type of belt.
In food operations, the biggest disadvantage to mechanical splices is sanitisation. Unlike vulcanised splices, mechanical splices penetrate the belt, leaving holes where bacteria can accumulate. Also, with reinforced polyurethane belts, mechanical splices leave the tensile cords on the belt ends exposed, providing another area for microbes to grow.
Some mechanical fastening systems are also prone to breakage. The broken pieces can potentially contaminate the food being conveyed and, in cases where food streams must pass through metal detectors, fastening systems should not have metal parts.
Mechanical splices are also not as strong as vulcanised finger splices, so tensile strength is compromised to a greater degree. Mechanical splices also require a larger pulley diameter because the splice components lack flexibility. Some mechanical splice styles also raise the belt profile, so they don’t pass as easily over pulleys and cleaners. If not properly installed they can snag and tear, leaving pieces that can contaminate the food stream.
Common hinged mechanical fastening systems
Wire hooks
Wire hooks date back to the days of flat, fabric belts. The hooks were designed to penetrate and grab onto the fabric plies of the belt carcass and they offer a low-profile fastening system that is relatively simple to install. The tooling is inexpensive, and hooks are available in a wide variety of sizes and materials such as stainless steel. There are various methods of installation, including a rolling device and a hydraulic device.
The key benefit to this fastening system is ease of installation and the ability to take the belt on and off. However, the risk of the hooks breaking and contaminating the food stream is a factor to consider before employing this fastening method.
Metal staples
Metal staples are suitable for light- and medium-duty fastener applications on synthetic carcass belts. The staples can be pre-inserted into a one-piece fastener strip which is placed over the ends of the belt and installed using a lightweight tool. The staples are then driven into place with a hammer. They are available in stainless steel alloys for food-grade applications and can be used to repair a belt for temporary use or as a permanent splice.
Metal lacing
Metal lacing gives the appearance of a piano hinge. The laces are provided in a continuous strip to match the width of the belt, they are placed over the ends of the belt, and the teeth are embedded into the belt carcass with a hammer. Metal lacing creates a low-profile splice that is economical to install. It can operate over pulleys as small as 1″ in diameter.
Both fasteners and hinge pins are available in stainless steel for food-grade applications. The hinge pins are removable so the belt can be separated for cleaning.

Plastic rivets
Plastic rivets are a non-metallic fastener that can pass through metal detectors. This non-scratching, non-magnetic fastening system has rivets with bevelled front edges that are moulded into the carcass to present a flat surface, and they travel over conveyor components more easily and quietly than metal systems.
Plastic-rivet fasteners have hinge pins that can be removed for belt disassembly and cleaning. This fastening system requires a special tool for assembly and offers a low-cost alternative to vulcanisation.
Hybrid joining systems
There are joining systems that combine both vulcanisation and mechanical fastening, such as the Gates Mectrol PosiLace joining system. Designed for light to medium-weight loads using fibre-reinforced polyurethane belts, the fastening system has no metal parts to set off metal detectors.

In this case, the vulcanisation process takes place at the factory, where urethane is welded to the belt in the pin area. An end cap is welded to the belt ends to seal off the tensile cords and maintain the integrity of the reinforcement. This process also prevents exposing the cords to bacteria. A plastic pin is inserted through the splice to join the belt ends in the field. No special tooling or equipment is needed. The splice is easy to clean and sanitise.

Conclusion
There are many factors to consider when choosing a belt-joining or fastening system. For food-grade polyurethane belts, vulcanisation is a superior method for creating a splice that meets the highest sanitisation standards. In raw food processing operations especially, hygienic considerations may outweigh the lower cost and ease of installation that characterise most mechanical fastening systems.
Adapting the Australasian cold chain for a sustainable future
With challenges rapidly changing the landscape of cold storage operations, businesses must adapt...
Four trends shaping warehouse automation and intralogistics in 2025
Four key trends expected to shape the warehouse automation and intralogistics industry in...
Unlocking AI: strategic moves to revolutionise the food sector
As the AI transformation gathers pace, we can expect AI tools to become established in the food...











{kind=link}